+7 911 188-76-26, zakaz@nova-cnc.ru


Основным параметром выбора фрезы для станка ЧПУ, является фрезеруемый материал, который подлежит обработке. Для мягких материалов, типа пластмассы, различных пластиков, ПВХ, пенопласта, используемых в сфере рекламы и формовки, применяют однозаходные фрезы, наиболее подходящие для мягких и легкоплавких материалов. Такие фрезы, так же, обеспечивают наилучшее качество фрезеруемой поверхности при грамотном подборе режимов обработки. При этом полностью соблюдаются основные параметры глубины стружкоотводящих канавок и длины режущих кромок, а получаемая стружка не забивает фрезы, сохраняя работоспособность инструмента на станке с ЧПУ.
Для более твердых материалов (дерево, искусственный камень, некоторые металлы) применяют фрезы с двумя заходами. Для чистовой обработки используют фрезы спиральной формы с двумя и более заходами. Количество заходов или режущих кромок фрезы прямо зависит от твердости и сухости материала. Чем более мелкую и менее липкую стружку дает материал, а так же, чем он более твердый, тем больше режущих кромок должно быть у фрезы. За счет этого соблюдается баланс между нагрузкой на фрезу, отведением стружки и трением, обеспечивается максимально гладкая и ровная поверхность обрабатываемого материала. При этом, чем больше режущих кромок имеет режущий инструмент, тем меньшую скорость вращения нужно устанавливать, чтобы избегать перегрева фрезы, поджигания или плавления материала.
Шаровые или сферические, а так же, конические шаровые фрезы используются для реализации 3D форм или рисунков. Они отлично работают с деревом, пластиком, сталью и различными другими металлами. В результате работы этих фрез получается гладкая поверхность без шероховатостей, однако, качество обрабатываемой поверхности во многом зависит от выбранных режимов фрезеровки.
Концевые цилиндрические фрезы используют для черновой обработки трехмерных изделий и фрезеровки по контуру деталей, благодаря своей форме, они дают чистый П-образный пропил. Для разных случаев используются фрезы с различной заточкой и направлением отвода стружки.

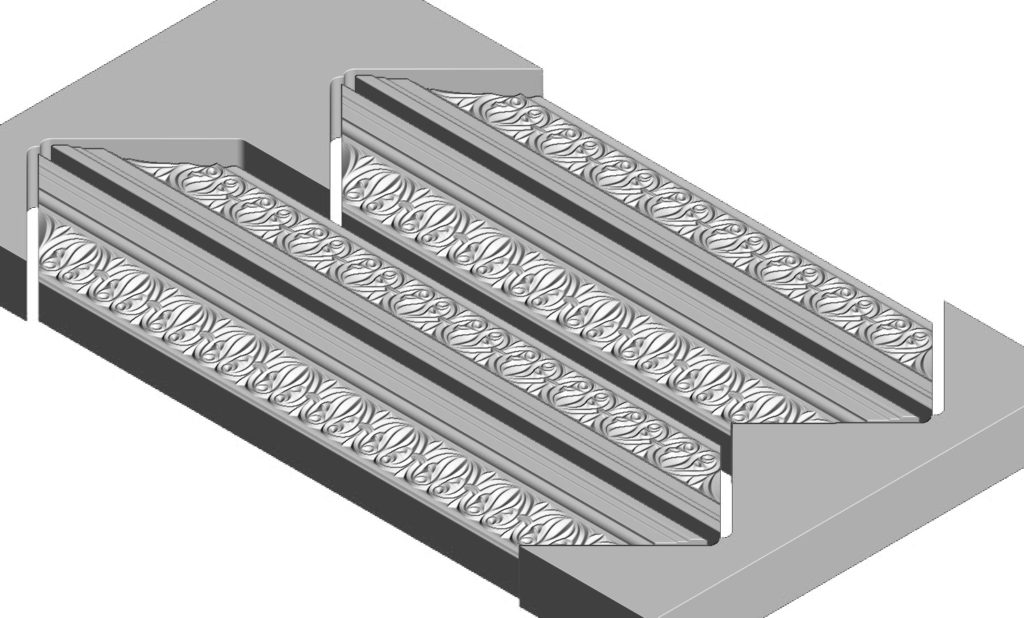
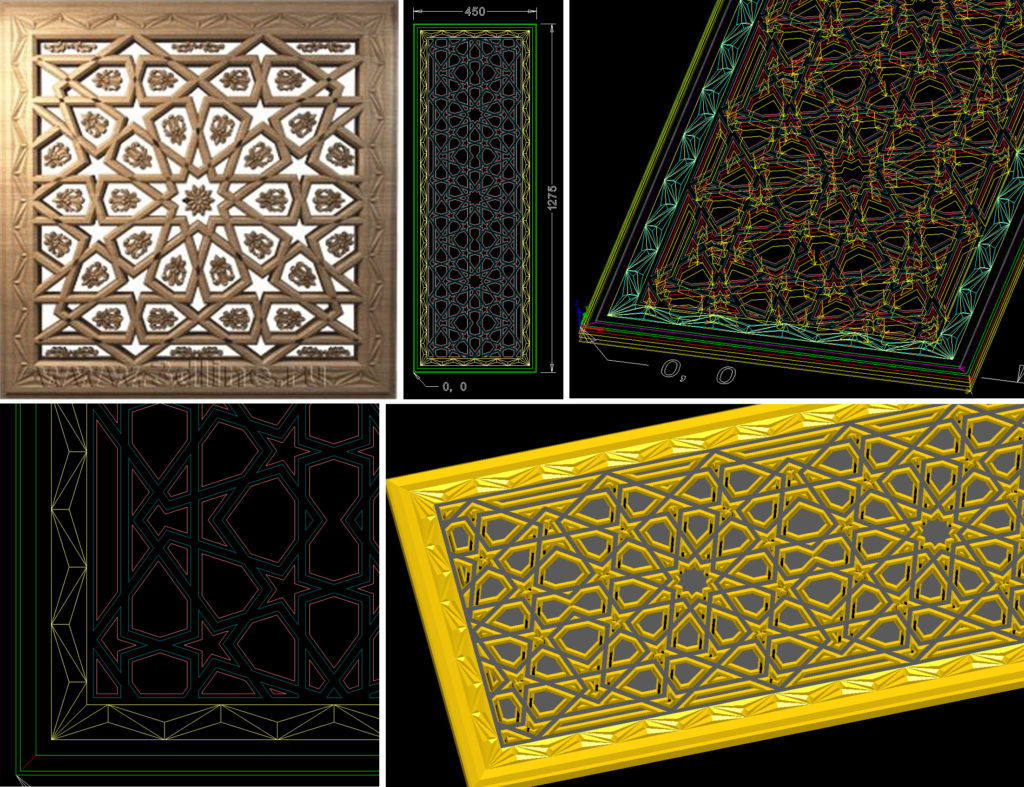
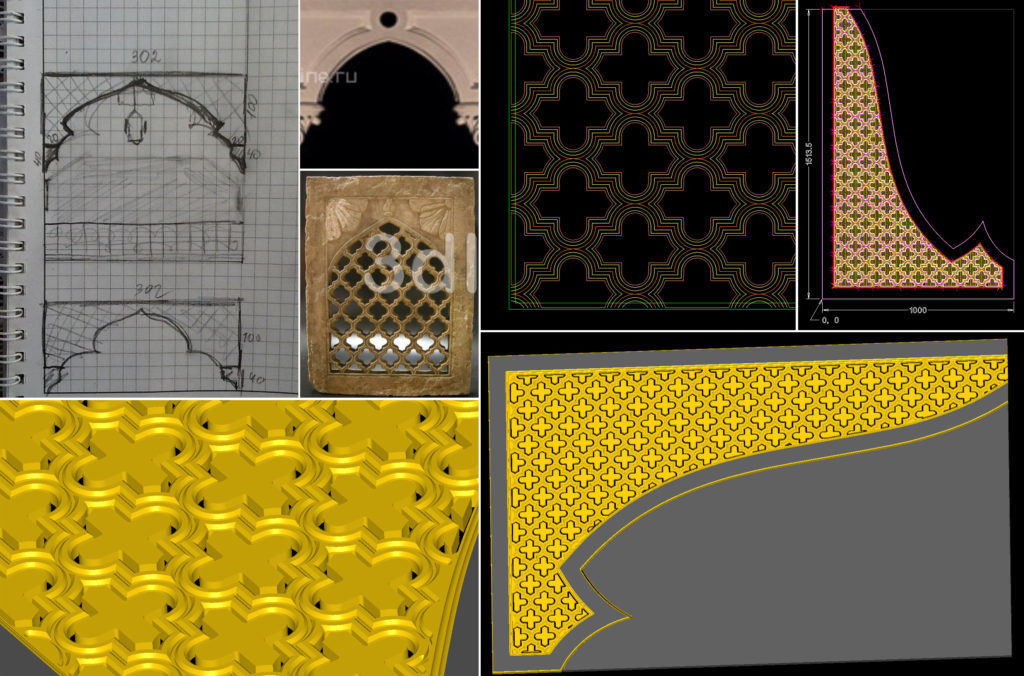
По предложенным заказчиком изображениям, размерам и эскизам были разработаны декоративные деревянные решетки. Сначала были отрисованы и согласованы векторные изображения, на их основе составлены программы для фрезеровки решеток профильными фрезами. Такой подход в корне отличается от фрезеровки по 3D модели, процесс занимает значительно меньше времени, а поверхность, практически, не требует шлифовки. Фрезеровка подобных изделий в общей сложности занимает от 1 до трех часов на квадратный метр поверхности.

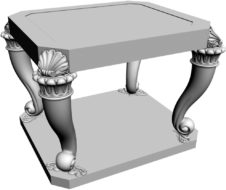
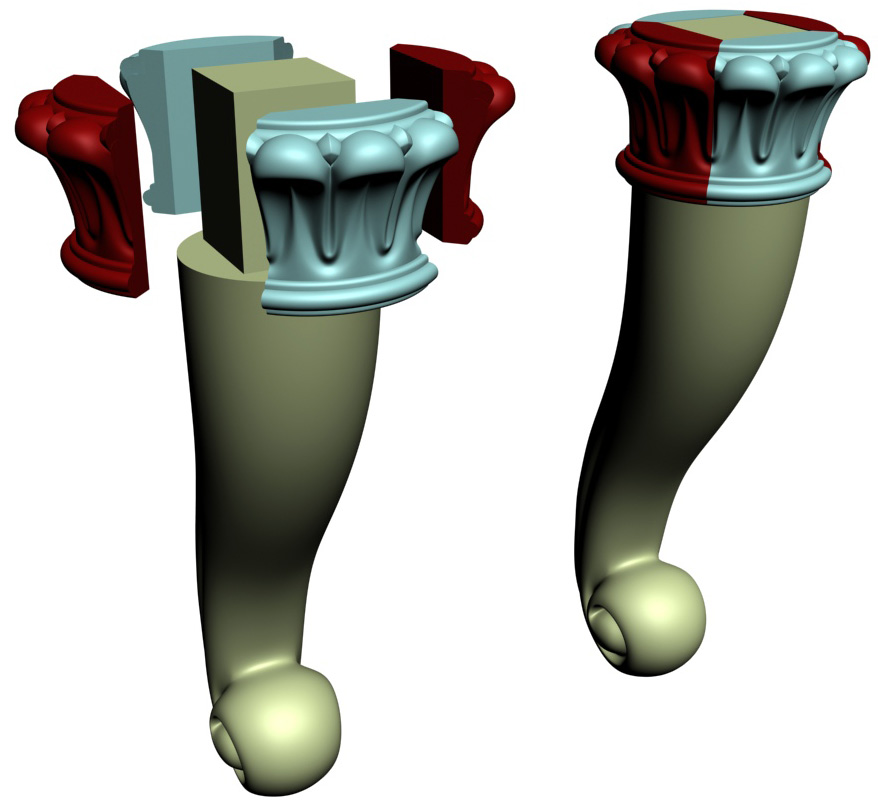
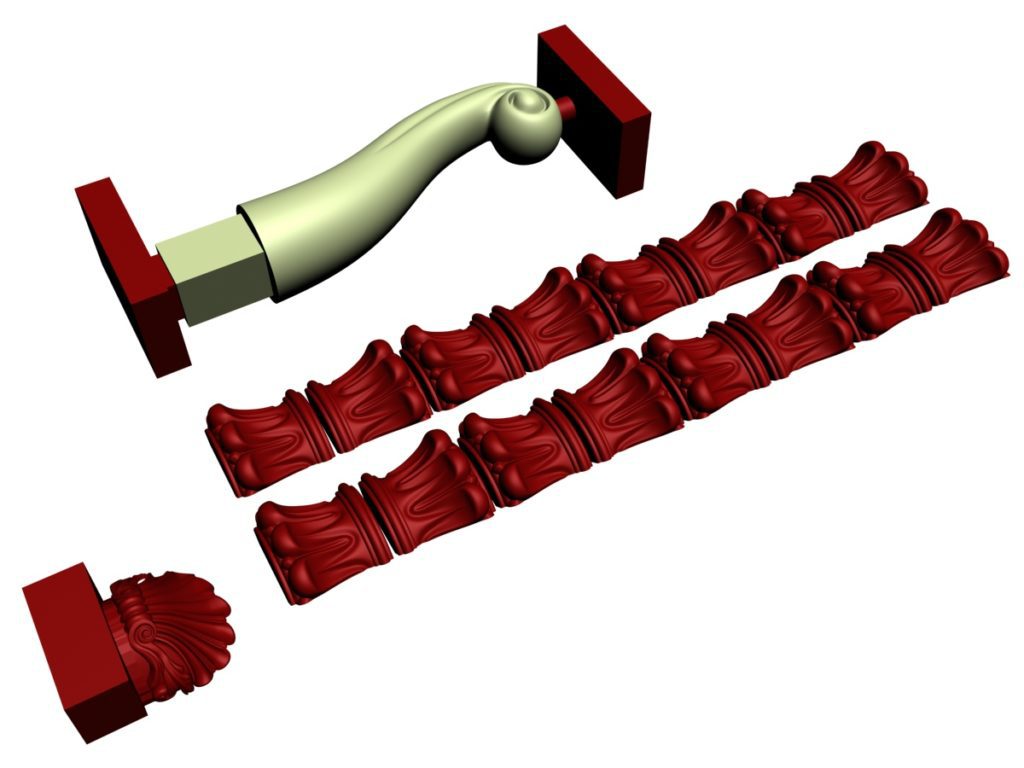
По предложенным заказчиком изображениям и описанию задумки разработан журнальный столик, резные элементы которого были полностью изготовлены на деревообрабатывающем трехкоординатном фрезерном станке с ЧПУ. В процессе разработки по предложенным фотографиям была создана модель и разработан техпроцесс изготовления резных элементов столика с использованием ЧПУ. На изображениях представлены различные стадии реализации и снимки с 3D симулятора фрезерной обработки.



Программа для фрезеровки рамки для иконы на 3-х координатном станке с ЧПУ была создана на основе выбранного заказчиком изображения и указанных размеров. Поскольку, рамку планировалось изготавливать из дерева, было принято решение делать её из 4-х частей с направлением волокна по длине деталей. Это наглядно показано на скриншоте с симулятора CAM программы. После фрезеровки на производстве заказчика была осуществлена сборка рамы и фрезеровка четверти ручным фрезером (пожелание заказчика).